



Станок термической резки металла ГИПЕРПЛАЗМА EXTRA 3D
Артикул
extra-3d
Станки собственного производства GiperРlasma предназначены для резки листового проката. Исполнение и технологические решения
позволяют обеспечивать стабильную работу машины термической резки при самой интенсивной эксплуатации в жестких производственных условиях.
Результат приобретения данного оборудования – получение машины, отвечающей всем современным техническим требованиям к данному типу технологического
оборудования. Это позволит:

Примеры качества реза на нашем оборудовании с использованием систем плазменной резки Гиперплазма
.png)
.png)
.png)
.png)
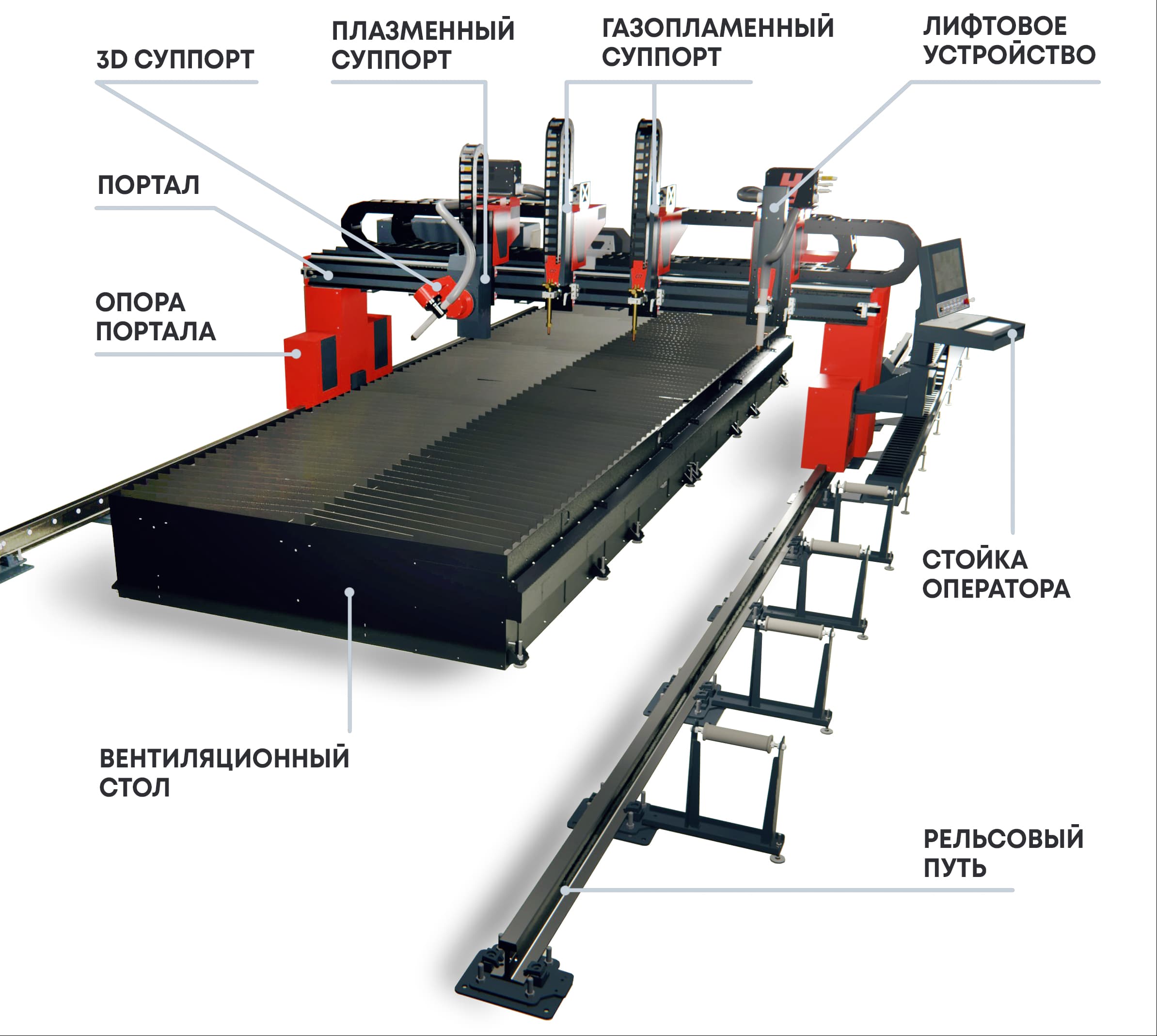
ОБЩИЙ ВИД ОБОРУДОВАНИЯ

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Характеристика | Значение | ||
|---|---|---|---|
| Входное напряжение (по ГОСТ 13109-97) | 400В | ||
| Частота | 50Гц | ||
| Потребляемая мощность | 7,5 кВт | ||
| Показатели класса точности комплекса по ГОСТ 5614-74 | 1 класс точности | ||
| Показатели класса точности вырезаемых деталей по ГОСТ 14792-80-П1110 | 1 класс точности | ||
| Точность позиционирования | 0,2мм/1000мм | ||
| Точность вычерчивания контура | 0,2мм / d500 | ||
| Максимальная скорость перемещения (оси X, Y) | 30000мм/мин | ||
| Двигатели по оси X | Серводвигатель 1500 Вт | 2 шт. | |
| Двигатели по оси Y | Серводвигатель 750 Вт | от 1 до 2 шт. | |
| Двигатели по оси Z | Лифт плазменной резки | Серводвигатель 400 Вт | до 2 шт. |
| лифт газовой резки | DC мотор | до 4 шт. | |
| Двигатели по оси А (при оснащении 3D-суппортом) | Серводвигатель 400 Вт | до 2 шт. | |
| Двигатели по оси В (при оснащении 3D-суппортом) | Серводвигатель 200 Вт | до 2 шт. | |
| Тип редукторов (оси X, Y) | Планетарный 1:10 | ||
| Тип зубчатой рейки | Косозубая рейка | ||
| Модуль зубчатой рейки | ось Х - М2.5; ось Y - М2.0 | ||
| Точность зубчатой рейки | Q8 погрешность 0,08мм/1000м | ||
| Система выборки люфтов зубчатых зацеплений | Пневматическая система прижимов | ||
| Рельсовые направляющие по оси Y | HIWIN | ||
| Кол-во кареток поперечного хода | от 1 до 4 штук | ||
| Длина перемещения по оси Z | 250 мм | ||
| Контроллер высоты системы плазменной резки | по напряжению дуги, встроен в ЧПУ | ||
| Контроллер высоты системы газовой резки | по емкостному датчику, автономный | ||
| Система защиты столкновения инструмента | Магнитное крепление с датчиком отрыва | ||
| Тип концевых переключателей | Индуктивные датчики | ||
| Монитор | Сенсорный экран 18,5 | ||

ПОРТАЛ
Высокая степень жесткости, устойчивость к статическим и динамическим нагрузкам.
Изготавливается из металлической цельносварной фрезерованной балки. Конструкция портала обеспечивает высокую степень жесткости, устойчивость к статическим и динамическим нагрузкам. Высокая геометрическая точность фрезерованных поверхностей под направляющие и рейки достигается за счет технологической возможности обработки порталов за одну установку на металлообрабатывающих центрах с ЧПУ. В отличии от легких алюминиевых порталов, портал, изготовленный из стали, обеспечивает получение гарантированно высокой точности и качества при обработке на предельно возможных скоростях. В связи с тем, что конструкция портала выполнена отдельно от вентиляционного стола, ни какие нагрузки и деформации, вызванные погрузкой, разгрузкой металла, не влияют на несущие части оборудования (станина, портал).
ОПОРЫ ПОРТАЛА
Все базирующие поверхности фрезерованы. В опорах установлена пневматическая система выборки люфта между шестерней и рейкой, что положительным образом сказывается на эксплуатационных характеристиках.
РЕЛЬСОВЫЙ ПУТЬ

Основой двухстороннего рельсового пути является фрезерованная балка, которая устанавливается на специальные площадки. На саму балку дополнительно крепится зубчатая рейка.
За счет того, что балка устанавливается почти сразу на бетонное основание жесткость конструкции в целом повышается, из-за этого улучшаются эксплуатационные характеристики и качество реза.
СИСИТЕМА ПРИВОДОВ

В нашем оборудование используются косозубые зубчатые рейки классом точности Q6, планетарные редактора и серводвигателя, по координатным осям X, Y. Такая система привода обладает высокой надежностью и точностью позиционирования.
В отличие от передач с прямыми зубьями, косые входят в зацепление постепенно, а не сразу по всей длине. Косозубое зацепление не имеет зоны однопарного зацепления.
В прямозубой передаче нагрузки на зубья прикладывается мгновенно. Зубья в косозубых передачах нагружаются постепенно по мере захода их в зону зацепления, в зацеплении всегда находится как минимум две пары зубьев. Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением.
По оси Z используется скоростная шарико-винтовая передача. Данная передача обеспечивает линейное передвижение привода, преобразуя вращение электродвигателя в поступательное движение шпиндельной площадки. Применение ШВП обеспечивает крайне малое трение элементов, а это в свою очередь предохраняет узел от быстрого износа и существенного снижения КПД, а также от нагрева трущихся элементов во время работы.
ЛИФТОВОЕ УСТРОЙСТВО

Во всех станках плазменной и газопламенной резки для перемещения плазматрона используется лифт собственного производства. Конструкция лифта закрыта со всех сторон, что исключает попадание мусора, шлака и пыли внутрь механизма. В машинах термической резки предусмотрена система защиты плазмотрона от столкновения: специальное магнитное крепление с позиционирующими шпонками и концевым выключателем, при столкновении плазмотрон отскакивает, не повреждаясь и легко устанавливается обратно на место, в момент срабатывания концевого выключателя станок прекращает работу, не дожидаясь, когда дуга погаснет. Так же все наше оборудование оснащается промышленным лазерным указателем, что ускоряет процесс работы на оборудовании.
3D – СУППОРТ
Поворотная 3D-голова с двумя осями вращения позволяет значительно расширить возможности плазменной резки металла и осуществлять высококачественный раскрой металла с одновременным снятием фасок. Объединяя функции раскроя и обработки фасок в один технологический процесс, поворотная 3D-голова обеспечивает существенную оптимизацию и сокращение производственного цикла.
Применение поворотной 3D-головы для плазменной резки металла предоставляет Вам следующие большие преимущества:
- Позволяет исключить операции ручной или механизированной обработки фасок;
- Голова может отклоняться до 50° от вертикальной оси, позволяя быстро и эффективно проводить резку под углом;
- Значительное увеличение спектра технологических возможностей;
- Обеспечивает снижение себестоимости продукции за счет снижения трудовых и временных затрат на производство;
- Позволяет изготовлять детали с высокой точностью и повторяемостью;
- Объединение функций раскроя металла и обработки фасок, обеспечивающее повышение производительности и сокращение производственного цикла;
- Эффективное и оптимизированное производство за счет одновременного выполнения раскроя и снятия фаски без перемещения деталей, на одном рабочем месте, с использованием одного комплекса оборудования без необходимости его перенастройки и подключения дополнительных модулей;
- Продуманное конструкционное исполнение, гарантирующее надежность и долговечность оборудования;
- Простота настройки и обслуживания оборудования.
СХЕМА И ВНЕШНИЙ ВИД

ТИПЫ ФАСОК
В данной таблицы представлены типы обрабатываемых фасок.
|
Типы фасок |
Рисунок (вид сбоку) |
Описание |
|
V – фаска |
|
Для создания V-фаски требуется один проход режущей головки по верхней части кромки.
|
|
А – фаска |
|
Для создания A-фаски требуется один проход режущей головки по нижней части кромки.
|
|
Х – фаска |
|
Для создания X-фаски требуются два прохода режущей головки: по верхней и по нижней части кромки. Каждый проход задается своим углом. 1 = угол прохода по верхней части кромки 2 = угол прохода по нижней части кромки 3 = высота участка прямого реза Вы можете создавать смещение путем указания высоты участка прямого реза. |
|
Y – фаска |
|
Для создания Y-фаски требуются два прохода режущей головки: по верхней части и по притуплению кромки. Верхний проход задается углом фаски, а проход по притуплению кромки задается линейным размером, называемым размером притупления кромки. 1 = угол прохода по верхней части кромки 2 = размер притупления кромки |



